
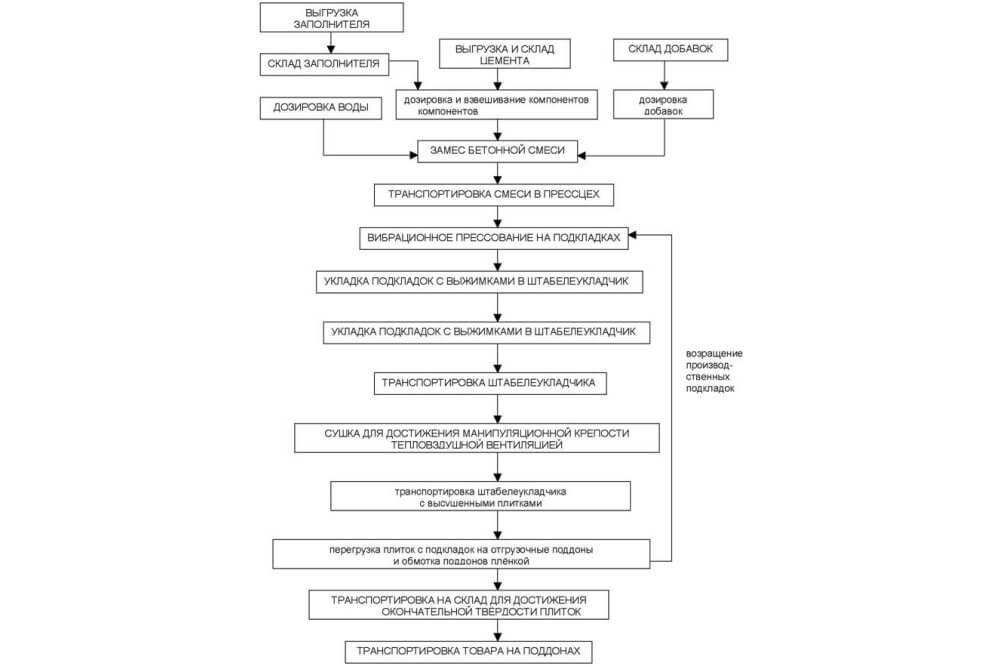
Технология производства тротуарной плитки вибропрессованием
Технология вибропрессования заключается в одновременном воздействии на бетонную смесь вибрации и давления. При этом из раствора удаляются воздушные пузырьки, что позволяет ему лучше обволакивать частицы твердого заполнителя. В результате произведенная тротуарная плитка имеет более ровную поверхность.
Приготовление бетона
Создание вибропрессованных изделий соответствующих требованиям ГОСТа начинается с подбора материалов необходимого качества.
В состав бетонной смеси для вибропрессования входят следующие компоненты:
- Вяжущее: цемент марки М500. Он обладает более высокой прочностью и ранним схватыванием по сравнению с цементом марки М400 и ниже.
- Наполнитель: крупнозернистый песок – в качестве мелкого заполнителя (оптимальная фракция 2.5 мм.), и щебень – в качестве крупного заполнителя (фракция от 5 до 10 мм.).
- Вода
- Добавки: красители, пластификаторы
Приготовление бетонной смеси осуществляется в бетоносмесителях принудительного типа.
Требования к бетонному составу для изготовления брусчатки вибропрессованием
Технология изготовления тротуарной плитки вибропрессованием предполагает использование жестких/сверхжестких бетонных смесей. Растворы с низким водоцементным соотношением применяют для производства изделий с высокими показателями морозостойкости (F-200 и выше), а также низким водопоглощением. Кроме того, вибропрессованные материалы отличаются точностью геометрических размеров и правильностью форм.
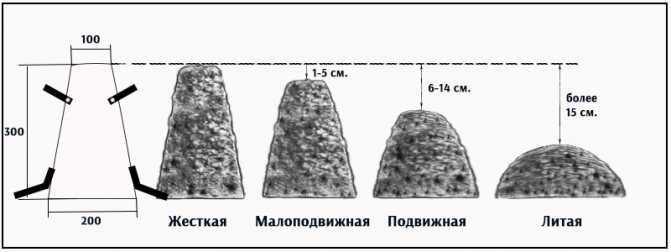
Емкость в три приема заполняют подготовленным бетонным раствором, уплотняя его металлическим стержнем. После этого конус переворачивают, устанавливают на ровную поверхность, форму снимают. Когда смесь перестанет давать усадку, измеряют разницу между изначальной высотой раствора, находящегося в форме и высотой осевшего бетонного раствора после ее снятия. Если эта разница менее 50 мм., то смесь считается малоподвижной. Такой раствор применяют в изготовлении тротуарной плитки вибропрессованием, так как процесс формования материалов из жестких и малоподвижных смесей требует воздействия давления и вибрации для устранения пустот, нарушающих монолитность и, как следствие, прочность бетонного изделия.
Нарушение водоцементного соотношения (разбавление раствора водой) может значительно снизить прочность бетона.
Формование
Формование происходит на специальном оборудовании — вибропрессе (о видах вибропрессов мы говорили в этой статье).
o Процесс начинается с того, что на вибростол вибропресса помещается деревянный поддон, на который устанавливается матрица. Это специальная металлическая форма, которая определяет внешний вид и размеры будущего изделия.
o Далее матрицу заполняют уже готовым бетонным раствором.
o Для того, чтобы смесь лучше заполнила форму, кратковременно включают вибрацию.
o Формование изделия происходит под действием вибрации и пуансона, который, опускаясь, входит в матрицу и оказывает давление на смесь.
o После окончания формования матрица с пуансоном поднимаются, а на поддоне остается готовая тротуарная плитка, которую, не снимая с поддона, перемещают в зону сушки.
Сушка
Процесс сушки и окончательного затвердевания может происходить как в естественных условиях, так и в специальных пропарочных камерах с поддержанием необходимой температуры и влажности.
Сушка в естественных условиях – процесс длительный, занимает до двух суток, в зависимости от температуры и влажности окружающей среды. В пропарочных камерах сушка происходит от 4 до 8 часов.
ГОСТы
Законодательство Российской Федерации регулирует применение тротуарной плитки путём стандартизации требований к продукции, предусмотренной в разделе ГОСТ 17608-91 и ГОСТ 13015.0-83
Самыми главными стандартами качества, на которые нужно обратить внимание при изготовлении брусчатки, являются истираемость и морозостойкость
- Истираемость в местах с большой интенсивностью движения – 1,4 г/кв. сантиметр, с малой интенсивностью – 0,9 г/кв. сантиметр;
- Морозостойкость для южных районов страны – F-100 (приблизительно 38 градусов Цельсия), для северных регионов – F-200 (от 94 градусов Цельсия).
Клинкерная брусчатка обладает самым большим запасом прочности, благодаря термальной обработке. При качественном сырье и серьёзном подходе к производственному процессу требуемый порог истирания по ГОСТу можно преодолеть в несколько раз, а также добиться высокого показателя морозостойкости. Срок службы при этом может составлять около полувека.
Вибропрессованная брусчатка по показателю истирания практически приближается к клинкерной, но он всё равно немного меньше
Обратите внимание, что в расчет идёт только качественный бетонный формовочный материал. Что касается морозостойкости, то благодаря особенности изготовления – прессованию, этот показатель может превышать F-300 (а это более 148 градусов по Цельсию)
При производстве вибролитой брусчатки требуемого порога истираемости – 1,4 г/кв. сантиметр – достигнуть удается редко. Обычно её используют в местах с малой интенсивностью движения, где вполне хватает 0,9 г/кв. сантиметр. С морозостойкостью тоже возникают проблемы. Использование вибролитой плитки в южных регионах возможно, в то время как про северные регионы не может быть и речи. И это при том, что в расчет берутся максимально возможные свойства, которых можно достигнуть, применяя высококачественное сырьё и точный технологический процесс производства.
Правила эксплуатации
Ни одно устройство не рекомендуется использовать без инструкции. Вибропресс эксплуатируется следующим образом:
- Станок проверяется на готовность к работе:
- Включается в сеть мощностью 220 В;
- Работоспособность проверяется в течение 2 минут. Производитель крайне не рекомендует превышать этот лимит, поскольку устройство перегревается и выходит из строя.
- Берегите станок от влаги и не допускайте ее нахождения недалеко от рабочего аппарата.
- Следите за чистотой и регулярно убирайте с него остатки используемого материала.
Практика показала, что при правильном подходе к эксплуатации вибропресс не требует ремонтных работ минимум 5-7 лет. Если же поломка случается не по вине владельца станка, то фирма-производитель берет на себя обязанность починить его в ближайшее время. Гарантийный срок вибростанка для формирования тротуарной плитки составляет 10 лет.

Для работы с вибропрессом достаточного одного человека
За это время производитель гарантирует качественное обслуживание техники в сервисных центрах, замену всех деталей и сгоревших микросхем. Стоит отметить, что гарантийный срок продлевается только на новые детали, установленные в процессе обслуживания.
Конструкция вибропресса для тротуарной плитки (устройство)
Рабочая поверхность закреплена на станине посредством
использования системы пружин (для горизонтальной вибрации) или подвесов (для
вертикальной). Столешница приводится в движение электродвигателем, расчетной
мощности с эксцентриком на валу. Задача эксцентрика смещать центр тяжести
двигателя для обеспечения нужной вибрации.
Эскиз вибростола показан на рисунке.
Чертеж вибростола для плитки
Несмотря на то, что эскиз дает общее представление о
принципе функционирования вибростола, для того чтобы изготовить вибропресс
своими руками эскизом не обойтись, нужен полноценный чертеж.
1. Для новичков. Простая конструкция вибропресса позволяет
выполнить формовку изделия, она более проста в изготовлении и обслуживании.
Чертеж простого вибростола для плиткиКонструкция простого вибростола для плитки
В принципе, можно добавить любые функции данному вибростолу,
главное правильно рассчитать мощность двигателя и параметры конструкции.
Например, можно совместить его с просеивателем для песка.
2. Для мастеров – конструкция два в одном – вибропресс и
просеиватель для песка. Удобно тем, что позволяет получить компоненты нужной
фракции.
Схема вибростола и просеивателя пескаКонструкция вибростола и просеивателя песка
Смесь для изготовления тротуарной плитки
Бетономешалка принудительного действия окажется незаменимым устройством для изготовления декоративного бетона. Суть приготовления смеси для производства тротуарной плитки ненамного отличается от способа приготовления обычного бетона.
Перемешивание ингредиентов смеси осуществляется в следующем порядке:
- В бетономешалку засыпают песок, и окрашивающий пигмент;
- Затем к вышеперечисленным составляющим добавляют щебень, после чего происходит замешивание в течение 15-20 секунд;
- Эти компоненты дополняют цементом, замешивают смесь в течение 20 секунд;
- Добавляют в смесь воду и специальные добавки и осуществляют замес раствора продолжительностью в 1-1,5 минуты.
С целью увеличения срока службы тротуарной плитки включают в бетонную смесь добавки на основе полипропилена, полиамида или же щелочестойкие волокна.
Щелочестойкие волокна способствуют образованию трехмерной решетки, которая позволяет в несколько раз повысить выносливость, надежность и прочность готового изделия.
Пресс для изготовления тротуарной плитки Рифей-Удар

вибропресс Рифей-Удар
Вибропресс Рифей-Удар – мощный агрегат, позволяющий производить такие строительные изделия как тротуарная плитка, декоративные камни, кирпич и т.д. Изготовление изделий на данном устройстве осуществляется путем вибропрессования раствора.
Основные показатели производительности:
- шлакоблок – 330 штук за единицу времени;
- полублок – 500 штук за единицу времени;
- тротуарная плитка – 25 кв.м за единицу времени.
Единица времени равна 1 часу.
Вибропрессовочное оборудование Рифей-Удар работает мощностью в 21 кВт, имеет вес в 4,6 тонны и требует занятости 3-4 людей.
Покупатель, сделав выбор в пользу станка для изготовления тротуарной плитки Рифей-Удар, получает высококачественное, автоматизированное оборудование, позволяющее изготавливать различные строительные материалы. Причем в качестве основного ингредиента для замеса раствора могут выбраны песок, шлак, опилки и пр.




Основные достоинства вибропресса:
- быстрая окупаемость;
- экономичность (из-за возможности использовать отходы изделий);
- высокая производительность;
- быстрота монтажа и запуска станка.
Оборудование для вибропрессования тротуарной плитки Мастек-Метеор

вибропресс Мастек-Метеор
Мастек-Метеор находит свое применение при производстве бетонных изделий, в том числе и тротуарной плитки. Здесь используется способ объемного вибропрессования. В качестве «исходников» выступают песок или щебень + цемент + вода.
Отличительной особенностью Мастек-Метеора считается уменьшенная зона формования. Но это не мешает для открытия широких возможностей при изготовлении стройматериалов. Так, всего за одну формовку Метеор способен выдать 3 шлакоблока или 5 полублоков. На этом оборудовании возможно производство 300 видов различных бетонных изделий.
Вибратор для изготовления тротуарной плитки Мастек-Метеор имеет такое устройство
Оборудование установлено на раму. Винтовые домкраты предназначены для регулирования агрегата по высоте, что позволяет выпускать изделия различных габаритных размеров. Готовый раствор загружается из бетономешалки в приемный бункер с использованием специализированного скипового подъемника. Матрица заполняется бетонным раствором путем применения специального приспособления. Благодаря высокой прочности вибростола достигается достаточно сильное уплотнение бетонной смеси. Формовка занимает в среднем около 30 секунд. Поддоны подаются и убираются с ленты вручную.
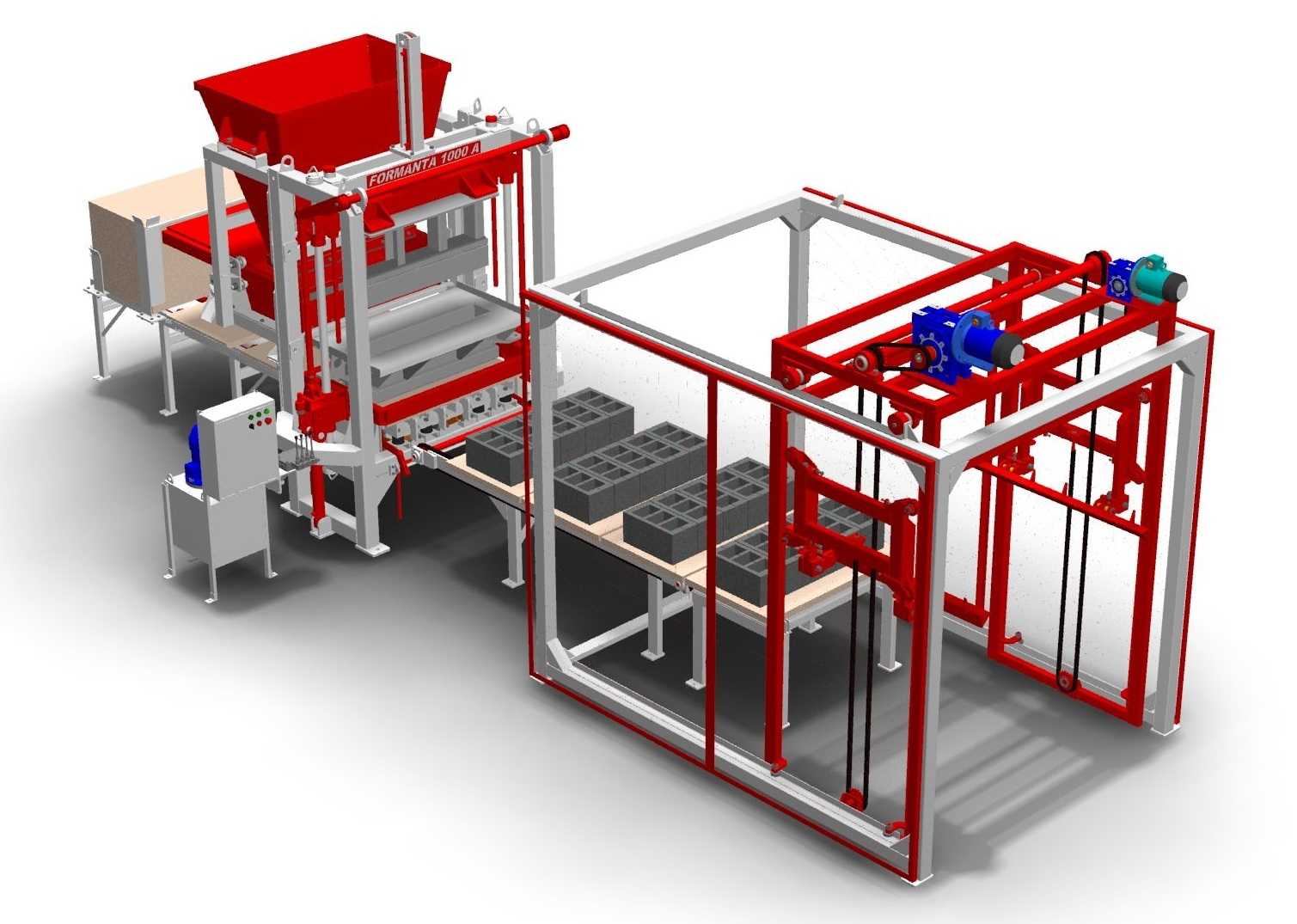
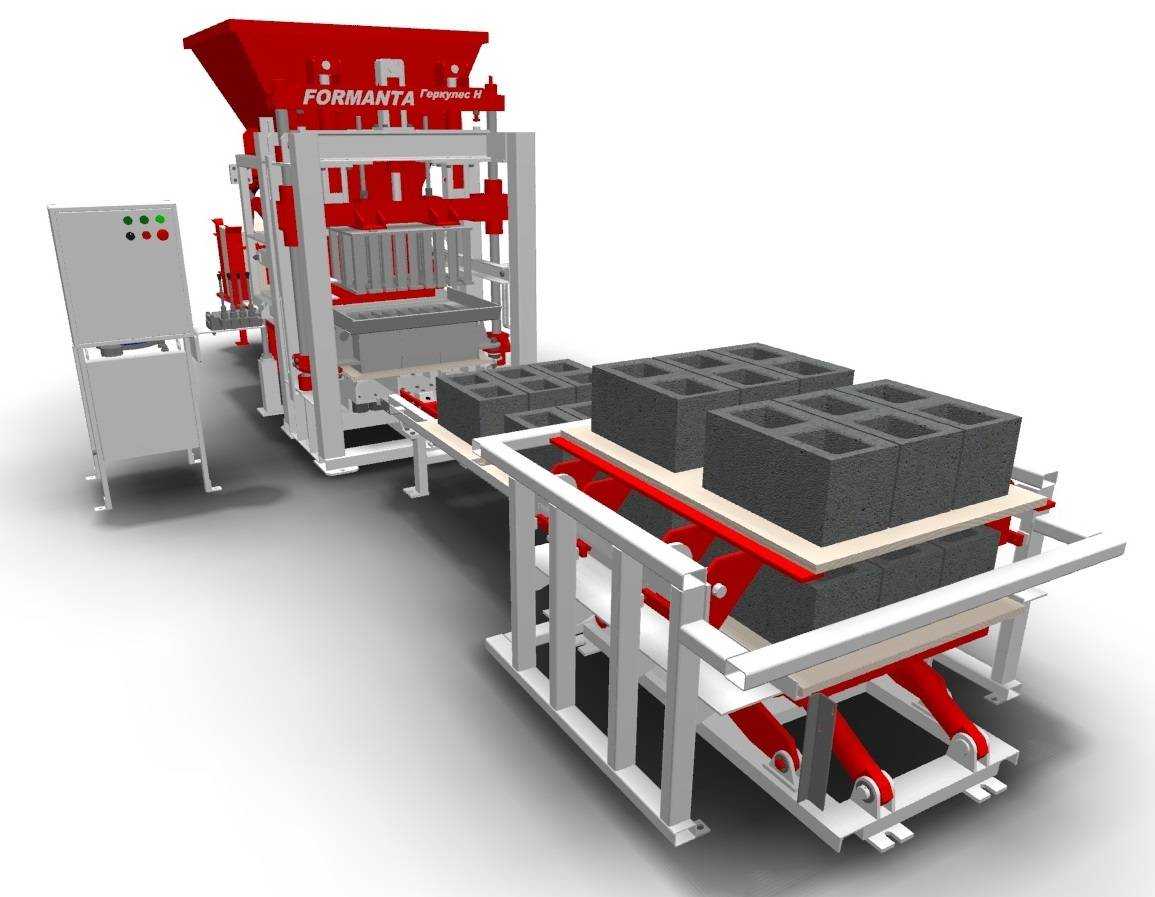
Вибропресс Форманта-Геркулес
 Форманта-Геркулес – вибропресс для изготовления облицовочных и стеновых камней, тротуарной плитки и прочих изделий путем полусухого вибпропрессования. Этот агрегат позволяет выпускать качественную, конкурентоспособную и надежную продукцию.
Форманта-Геркулес – вибропресс для изготовления облицовочных и стеновых камней, тротуарной плитки и прочих изделий путем полусухого вибпропрессования. Этот агрегат позволяет выпускать качественную, конкурентоспособную и надежную продукцию.
Основные достоинства вибропресса Форманта:
- позволяет выпускать большую номенклатуру изделий;
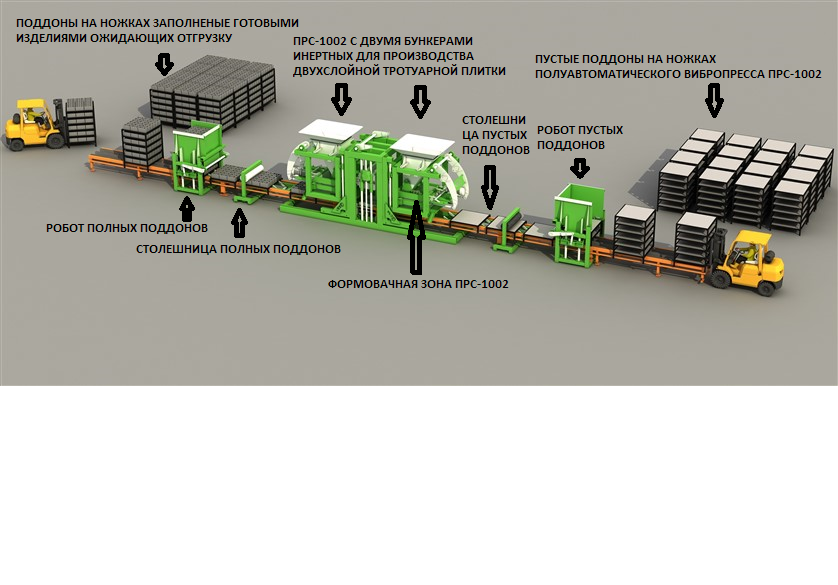
- способен изготавливать двухслойную тротуарную плитку;
- имеет мощный вибрационный блок;
- более экономичное потребление цемента.
Существует огромное количество различного оборудования для изготовления тротуарной плитки. Выбор той или иной установки обуславливается исходя из количества имеющихся денежных средств, необходимого уровня автоматизации оборудования, требуемой производительности, габаритных размеров помещения, где будут располагаться станки.
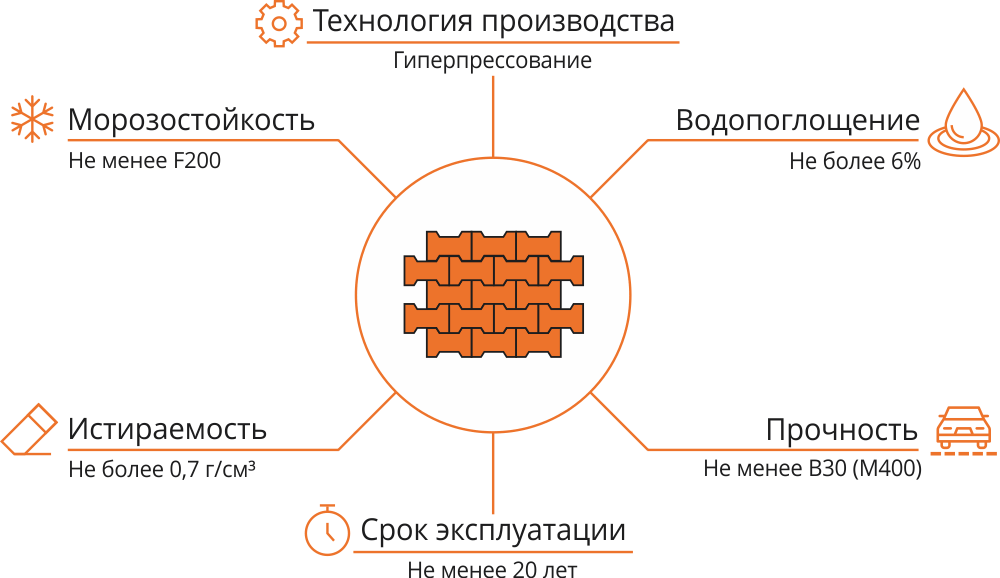
Гиперпрессование
Для обеспечения одинаковой прочности ФЭМ по толщине создана технология гиперпрессования. В ней используется два пресса, один давит на пуансон сверху, второй толкает матрицу снизу. Вибратор в данном случае становится лишним, поэтому его исключают из конструкции пресса.

Либо применяется пресс одностороннего действия с высоким усилием сжатия. Этот вариант используется только для ФЭМ малой толщины 4 – 6 см.
Для обеспечения широкого ассортимента брусчатки – гладкая, шершавая, фактурная, серая, цветная, светящаяся могут использоваться гиперпрессы различной конструкции:
встречное прессование двухстороннее симметричное – шероховатая лицевая поверхность, высокая плотность изделия, окрашивание в массе или только верхнего слоя;

прессование встречное двухстороннее асимметричное – «плавающий стол»;

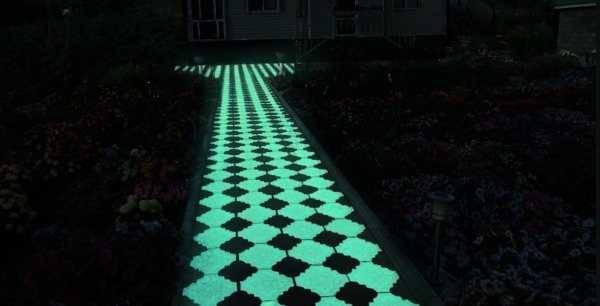
симметричное двухстороннее встречное прессование с вибрацией – гладкая лицевая поверхность, послойное окрашивание, в том числе, люминесцентными, флюоресцентными составами;
одностороннее прессование нижним цилиндром – высокая точность геометрии, безоблойное производство, максимально возможная производительность;

одностороннее прессование с фильтрацией – выпуск тротуарной плитки сложной конфигурации, большого размера, малой толщины.

Данный бизнес по умолчанию является высокорентабельным, так как вместо песка наполнителем бетона является отсев, составляющий 85% по массе. На многих производствах отсев является отходами, что позволяет снизить себестоимость. Кроме цемента необходим пигмент для цветной плитки или специальная краска для светящихся элементов мощения.
Для автоматических линий гравитационные бетономешалки не подходят. Вместо них используются бетоносмесители принудительного действия.

В них неподвижным остается барабан, а вращаются лопасти внутри него. Качество смеси выше, чем в гравитационных мешалках, но расход электроэнергии заметно больше, что увеличивает себестоимость производства.

Для мини-заводов становится актуальным дополнительное оборудование следующих типов:
магазинные подающие устройства для паллет/поддонов;

штаббеллеры поддонов вертикального типа;

гидросхваты перекладочые;

расштаббеллеры поддонов;

цементный силос;

автоматический упаковщик поддонов.

На промежуточных этапах используется оборудование для удаления облоя, переворачивания ФЭМ, упаковочные рольганги, силовые шкафы, гидравлические станции, конвейеры, стеллажи, синхронизаторы, частотные преобразователи.
Как сделать вибрационный механизм?
Для начала следует позаботиться о наличии инструментов, которые будут необходимы для работы:
- дрель;
- болгарка;
- сварочный аппарат;
- крепежные болты.
При помощи сварочного аппарата необходимо приварить металлические элементы, чтобы получился стол. Он будет основой станка для производства плитки. Не стоит думать, что это очень просто.





Необходимо сделать специальный чертеж, где будет отмечено расположение двигателя. Главное, чтобы он располагался над столешницей, и был защищен от попадания посторонних элементов.
Первое, что необходимо выполнить – это сварить каркас из металлических уголков (50 мм на 50 мм). Он понадобится, чтобы зафиксировать установку на одном месте, и исключить ее движение в стороны.
Внизу происходит вживление двигателя в конструкцию. Нет нужды приобретать дорогостоящий агрегат для этих целей. Вполне может пригодиться и движок от старой стиральной машинки (главное – рабочий). Обязательно следует позаботиться о защитном кожухе для него.
Пресс для изготовления плитки и искусственного камня обустраивается на вибрационном столе при помощи специальной панели, которая сможет вынести большое давление.
Если появится желание оборудовать станок емкостью для раствора, то важно помнить, что она должна быть выполнена в форме трапеции, у которой сужение происходит в нижней части. Дно должно быть фиксируемым, дабы его можно было, когда нужно, открывать и закрывать
Самые популярные модели оборудования для изготовления тротуарной плитки
Среди большого разнообразия прессового оборудования, наиболее востребованными для производства таких деталей, остается несколько брендовых моделей.
«Рифей-Удар»
Очень мощное устройство, на котором специалисты могут изготавливать самые разные строительные изделия:
- декоративные камни;
- тротуарную деталь;
- кирпич;
- бордюры и прочее.
Для производства изделий, на этом устройстве используется принцип вибропрессования бетонного раствора.
Агрегат отличается от своих аналогов следующими показателями производительности:
- полублок – 500 штук в час;
- шлакоблок – 330 изделий в час;
- плитка тротуарная – 25 кв. метров в час.
 Плитка тротуарная на вибростоле
Плитка тротуарная на вибростоле
Вибропрессование на устройстве, марки «Мастек-Метеор»
Для работы такого оборудования используется технологический процесс объемного прессования. На агрегате мастера могут изготавливать самые разные бетонные изделия, не составляет исключения и тротуарная плитка любых размеров и форм. Исходным материалом для такого пресса стали:
- песок, можно заменить щебнем;
- цемент;
- вода.
Агрегат «Мастек-Метеор» отличается от подобных систем уменьшенной зоной, в которой происходит процесс формования. Однако, такое уменьшение не повлияло на производство нужных строительных материалов.
 Агрегат «Мастек-Метеор»
Агрегат «Мастек-Метеор»
После одного процесса формования на «Метеоре» изготавливают сразу пять полублоков или три шлакоблока. Такое оборудование рассчитано на изготовление более 300 видов изделий из бетона.
Вибропресс марки «Форманта-Геркулес»
Это особое оборудование для производства крупных деталей. На таком оборудовании специалисты могут изготовить:
- облицовочные камни;
- стеновые панели;
- тротуарную плитку.
Принцип работы агрегата построен на использовании технологического процесса полусухого вибропрессования. Все получаемые изделия отличаются своим высоким качеством и надежностью. Они уже давно составляют конкуренцию аналогичным изделиям.
Главным преимуществом «Форманты» считается:
- большой ассортимент выпускаемой продукции;
- имеется возможность производить тротуарную плитку, состоящую из двух слоев;
- вибрационный блок имеет повышенную мощность;
- значительно снижается расход цементной смеси.
 Вибропресс марки «Форманта-Геркулес»
Вибропресс марки «Форманта-Геркулес»
Необходимое оборудование для изготовления тротуарной плитки
Можно точно говорить о том, что крупные заводы и компании, выпускающие тротуарную плитку, закупают оборудование у профессионалов. Но небольшие мастерские и частные лица не могут себе такого позволить, но можно произвести это своими руками. Самодельный станок будет несколько отличаться от заводского и, все же, это не значит, что он будет хуже.
Выполнять ремонт оборудования для изготовления тротуарной плитки должны исключительно высококвалифицированные специалисты
Для того чтобы изготовить вибропресс самостоятельно, понадобится:
- Чертежи станка, матриц и пуансона. Для того чтобы изготовить качественное оборудование, необходимо хорошо разбираться в чертежах. Без наличия чертежа, невозможно приступать к работе, в противном случае, придется разрабатывать проект и чертеж самостоятельно, на что также необходимо время.
- Режущее гибочное оборудование.
- Вибро-элемент – его можно назвать сердцем всего станка.
Если же есть необходимость изготовления вибростола, то здесь необходимо многое. Сварочный инструмент понадобится для сварки рамы стола. Металлопрокат для будущей рамы обязательно должен быть максимально прочен, так как на него будет постоянно воздействовать вибрация. Элемент вибрации можно изготовить самостоятельно из старого электродвигателя, либо приобрести отдельно в специализированном магазине. Необходимы и дополнительные материалы: пружины, клейкая лента, резина и др.
Вибростол для плитки – виды и типы
Чтобы определиться с видом будущего оборудования, нужно
понимать, какие вибростолы существуют и какое назначение каждого вида:
1. По направлению вибрации:
Вибростол с горизонтальной вибрацией;Вибростол с горизонтальной вибрацией
Вибростол с вертикальной вибрацией
Направление зависит от того, как будет установлен ротор.
Наибольшее распространение получили столы с горизонтальной вибрацией.
3. По специализации:
формовочные. Столы предназначены для формирования изделия;
расформовочные (распалубочный). Назначение – выбить
(извлечь, вытрясти) изделие из формы с использованием вибрации.
Вибростол расформовочныйТакие вибростолы имеют практически одинаковый вид. Отличает их только установленная на расформовочном столе насадка с отверстиями.
На такую насадку устанавливают форму с изделием и посредством вибрации извлекают его из формы.
Внешний вид стола показан на фото.
Чертеж расформовочной насадки для вибростола
Чертеж-схема расформовочной насадки показан на картинке.
Материал подготовлен для сайта www.moydomik.net
На практике, вибростол, изготовленный для производства
тротуарной плитки в домашних условиях, чаще всего используется как основание
для отрезного станка или в качестве платформы для установки циркулярной пилы.
Принцип действия вибростола для плитки
Чтобы понимать, какие детали/элементы конструкции
понадобятся для работы и зачем каждая из них, коротко опишем принцип работы
вибростола.
Методы производства плиточного покрытия из бетона
Применяются три основных способа выпуска тротуарной плитки:
- гиперпрессование полусухих смесей на основе цемента;
- вибропрессование цементных смесей;
- вибролитьё из цементных растворов.
Гиперпрессование
Этот метод основан на получении конечного продукта после воздействия на него определённым внешним давлением без использования вибрационных усилий.

Этапы производства:
- подготовленное сырьё, — увлажнённую жёсткую смесь на основе цемента, распределяют по пресс-формам;
- посредством пресса через пуансоны на смесь оказывается силовое воздействие с величиной 150…200кгс/см²;
- готовые изделия выдерживаются на складе в течение 3…7 дней, до приобретения своей технологической прочности.
Тротуарная плитка, полученная методом гиперпрессования, имеет ряд отличительных черт:
- обладает наибольшей прочностью, по сравнению с другими методами производства;
- имеет малые отклонения от конструкторских размеров;
- поверхность изделия имеет гладкую ровную поверхность.
Производственная линия, основанная на способе гиперпрессования, имеет высокую производительность, — сравнимую с методом вибропрессования, позволяет экономить цемент, может применяться в полностью автоматизированном виде. Стоимость линии начинается с 10 миллионов рублей.
Вибропрессование
При вибропрессовании уплотнение рабочей смеси осуществляется под воздействием вибрационных нагрузок с одновременным воздействием внешним давлением.
Этапы технологического процесса:
- Смесь, состоящую из цемента М-400 (ПЦ-400 д20) или М-500 (ПЦ-500Д0), кварцевого песка, щебня с фракцией 5…10мм, красителя (для цветных изделий) и воды, подвергается перемешиванию в течение 5…10 минут в бетономешалке.
- Готовую однородную смесь с малым содержанием воды распределяют по матрицам пресса.
- Пуансонами осуществляют формирование верхней части полуфабрикатов тротуарной плитки.
- Формуют будущие изделия под воздействие вибрационных нагрузок в течение 5…20 секунд.
- Готовая продукция выдерживается в сушильной камере до приобретения примерно 70% от окончательной прочности.
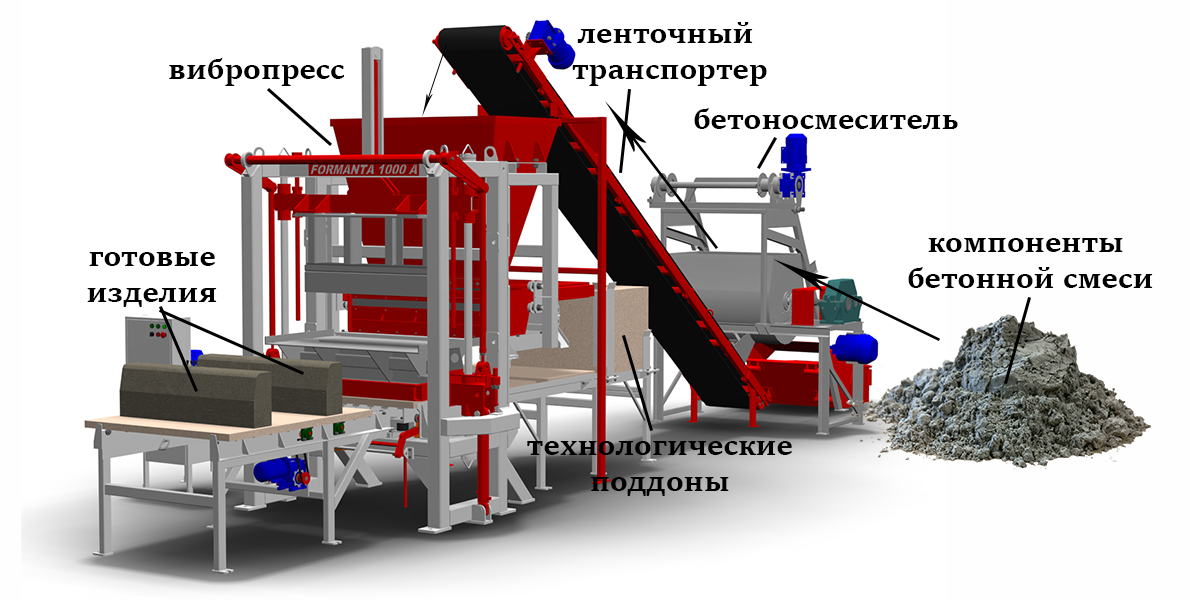
При применении метода вибропрессования можно добиться высокой производительности труда, объединив оборудование в единую автоматизированную линию, которая будет состоять:
- смеситель, осуществляющий приготовление цементного раствора;
- ленточный конвейер, предназначенный для подачи готовой увлажнённой смеси;
- бункер для смеси, — выполняет накопительные функции;
- модули загрузки и подачи поддонов;
- гидрооборудование с пультом управления;
- вибропресс.
Стоимость оборудования, производительностью 5…6м² тротуарной плитки в час составит 550…600 тыс.рублей.






Вибролитьё
Метод вибролитья основан на формировании изделия из жидкого цементного раствора в специальной отливочной ёмкости.
Процесс производства плитки вибролитьём состоит:
приготовление цементной смеси посредством бетономешалки;
Примечание. Вязкость смеси должна быть такова, чтобы она относилась к жёстким растворам. На практике это означает, что пробная порция, уложенная на горизонтальную поверхность, не распределялась вдоль неё под воздействием собственного веса.
готовый раствор распределяется по пластиковым формам;
Важно. Пластик обладает влагоотталкивающим свойством и имеет отрицательную адгезию по отношению к бетонным растворам, поэтому освобождение от готовых изделий на основе цемента не приносит затруднений
- формы устанавливаются на специальном вибростоле;
- под воздействием вибрирующих с высокой частотой нагрузок, происходит уплотнение бетонной смеси, — это будет заметно по выступающей на поверхности серой жидкости (цементному молочку); процесс уплотнения длится 15…60сек; излишний раствор удаляется;
- после формирования изделия в пластиковой опалубке отправляются на сушку, первоначальное схватывание осуществляется в течение 24 часов, около 80% прочности изделие приобретёт через 72 часа.
Примечание. Для правильного процесса сушки изделия накрывают полиэтиленовой плёнкой или помещают в закрытое помещение с высокой влажностью, — дополнительно устанавливают увлажнители-испарители жидкости.
по истечении трёх суток сушки готовая плитка может транспортироваться на строительный объект; 98% прочности изделие наберёт по прошествии 28 суток.
Благодаря простоте технологического процесса, доступности оборудования, метод вибролитья успешно применяется при выпуске небольших партий бетонных плиток и нашёл отклик в малом бизнесе.
Состав оборудования для вибролитья:
- бетоносмеситель;
- распалубочный и набивочный вибростолы;
- механический вибратор.
Стоимость оборудования для вибролитья начинается с 500 тыс. рублей.
Изготовление прессовочного узла
После того, как раствор заливается в формы и включается вибропресс, тротуарная плитка уплотняется и приобретает нужные характеристики. Именно от момента вибрирования и прессования зависит то, насколько качественным и прочным будет материал, поэтому в процессе создания вибропресса нужно позаботиться и о механизме прессования.
Создать вибропресс с гидравлической системой своими руками трудно, намного проще сделать механический пуансон, который в действие приводится физической силой работника.
К короткой стороне рамы, сбоку к средине, приваривают специальный кронштейн с горизонтальной осью. На ось монтируют рычаг, сделанный из стального прямоугольного профиля диаметром 3х5 сантиметров, к концу его приваривают втулку с отверстием для оси. К другому концу рычага монтируют сваркой поперечную рукоятку длиной до 25 сантиметров из аналогичного профиля.
Желательно, чтобы длина рычага не превышала длину стола больше, чем на 15 сантиметров (оптимально 10-12). К средине рычага кронштейном с осью монтируют стальной стержень, который направлен в сторону столешницы и оборудован на конце пуансоном (стальной пластиной, которая точно повторяет в плане конфигурацию матрицы). Кнопка включения/выключения самого вибродвигателя находится на поперечной рукоятке рычага.
Виды тротуарной плитки
Существует несколько основных видов брусчатки, каждый из которых имеет свои особенности.
- Клинкерная – стилизуется под кирпич, поэтому изготавливается из высококачественной глины. Дополнительно необходимо иметь оборудование для обжига. Сырьё, сложность производства и красивый внешний вид, делают клинкерную плитку самой дорогостоящей. Но благодаря глине достигается максимальный срок службы среди остальных типов плитки;
- Вибропрессованная – позволяет добиться максимального качества при минимальных усилиях. Её изготовление происходит с минимальными усилиями. Всю работу берет на себя вибропресс, в мешалку которого помещаются все реагенты для создания формовочной смеси, а на выходе получается уже готовая плитка. Главное достоинство вибропрессованной брусчатки – стойкость и долговечность. Пресс ограничивает в разнообразии форм, производимого изделия;
- Вибролитая – имеет более совершенный вид, нежели вибропрессованная, из-за особенности изготовления. В специальные формы, которые могут иметь самый разнообразный вид, помещается формовочная смесь и ставится на вибростол. Вибростол постоянно находится в вибрации для утрамбовки смеси. Готовая продукция отличается низким качеством, но обладает красивой формой, фактурой и яркими цветовыми оттенками.
Технология вибролитья
Технология вибролитья подразумевает заливание пресс-форм бетонным раствором, который представляет собой высокое водоцементное соотношение.
Технологический процесс вибролитья
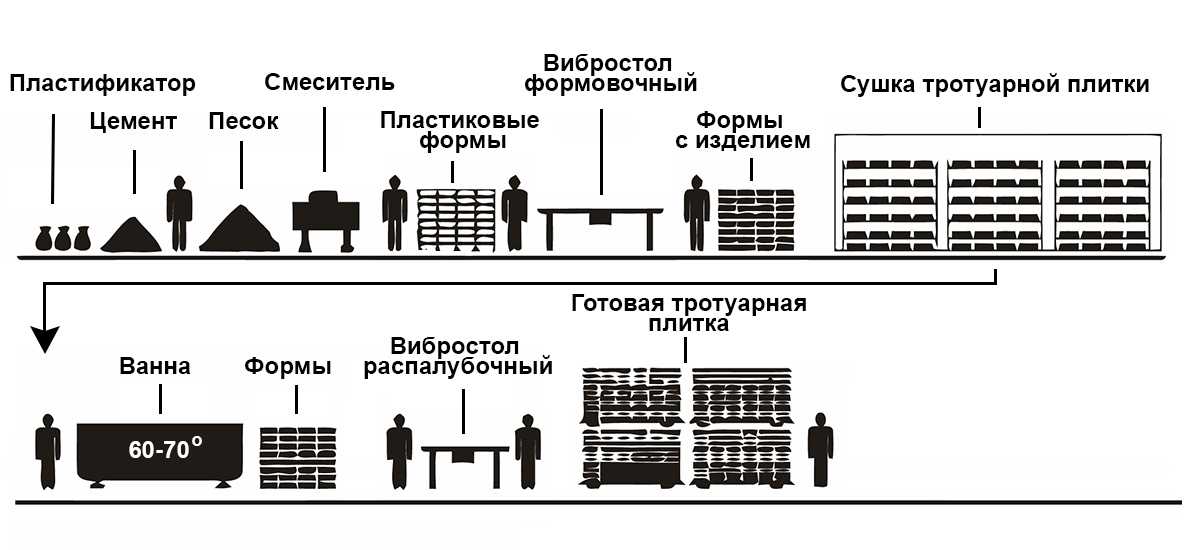
Процесс вибролитья тротуарной плитки образуется следующими операциями:
- Замес бетонного раствора – эта операция подразумевает перемешивание всех компонентов: цемента, песка, щебня, пластификатора и красителя. С помощью красителя специалисты добиваются подходящего цвета. Пластификатор повышает подвижность раствора без добавления воды. Обычно применяется 2 состава бетона. Один из них нужен для фактурного слоя. Что касается красителя, то он добавляется только в туда.
- Формирование в вибростоле – бетонная смесь заливается в пресс-формы, установленные на виброуплотнителе. После чего включается электрический мотор, стол начинает подавать вибрации. Смесь уплотняется, образуя пустоту и избыток. Задача мастера по регулировке всей работы, чтобы в дальнейшем плитка была одинаковая.
- Процесс вызревания – залитые пресс-формы обязаны стоять на ровном столе несколько дней без движения. Сокращать сроки не рекомендуется, в противном случае прочность изделия будет низкая, плитка начнет крошиться. Поэтому необходимо приготовить несколько комплектов форм, чтобы свободные участки технологической линии не оставались без работы.
- Распалубка и выбивание из пресс-формы готовое изделие. Для интенсивной работы формы необходимо поместить в горячую воду на несколько минут. После чего их переносят на отдельный стол, который предназначен для распалубки. Принцип его работы аналогичен вибростолу. С помощью вибрации плитка постепенно отходит от формы.
- Отмывание форм от раствора. Для этого необходимо сделать слабый раствор соляной кислоты. После чего поместить туда формы. С помощью этой процедуры пресс-формы специалисты могут использовать для следующей заливки.
После использование обязательно помойте пресс-формы это продлит их срок службы
Плитка, которая была изготовлена методикой вибролитья, по итогу становится гладкой. Ее применение не предусмотрено для температуры ниже нуля. Но ее преимущество заключается в том, что оформленные ею дорожки и тротуары довольно оригинальны.
У такой методики также имеются свои достоинства:
- готовая плитка имеет разные формы;
- тротуарную плитку специалисты могут сделать разного цвета;
- мастера также могут сделать материал с роскошной глянцевой поверхностью.
https://youtube.com/watch?v=SNoslvRP8bU
Производство тротуарной плитки